Fusion 360 Milling Post Processor for Centroid
General Milling Post Processor for Centroid with additional Features
Project maintained by swissi2000 Hosted on GitHub Pages — Theme by mattgraham
XY-Position at End of Job

Description
This Property allows to modify the X and Y-Axis return position at the end of a job.
Note: This option does not work if a Machine Profile is being used as the Profile is setting the Machine Coordinates (G53) of the resturn position for the X and Y axis at the end of the job.
Possible options are:
- G28
- G30
- G30 P3
- G30 P4
- No Move
Implementation Details
The default value is G28. If No Move is selected, the Z-Axis will retract at the last X and Y position of the job.
The coordinates of the G28 and G30 commands can be configured in CNC12 under Setup[F1]->Part[F1]->WCS Table[F9]->Return[F1]
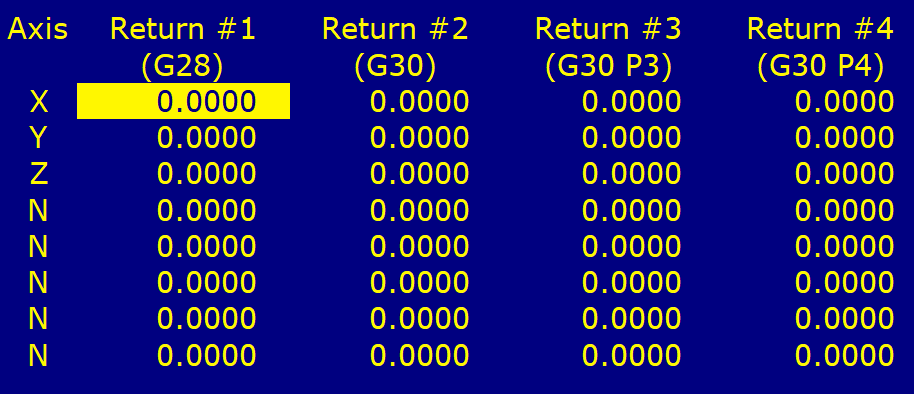
The default values in CNC12 for G28 and G30 for all axis is 0, so by default the machine table will return to the X0 Y0 position at the end of the job.
Choose one of the available Return-Options and modify the return coordinates in CNC12 as required.