Fusion 360 Milling Post Processor for Centroid
General Milling Post Processor for Centroid with additional Features
Project maintained by swissi2000 Hosted on GitHub Pages — Theme by mattgraham
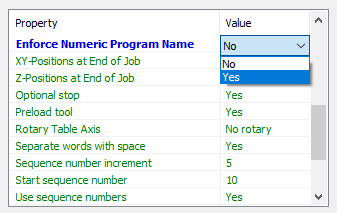
Enforce Numeric Program Name
Description
The default CENTROID Post Processor requires the Program Name to be numeric but CNC12 does allow alpha-numeric names. This property allows to turn off the enforcement of numeric program names to support more descriptive alpha numeric names.
Implementation Details
By default, Fusion 360 does fill the fields Program name or number and Program comment in the Post Process Window with the corresponding values from the Post Process Tab of the first Setup in the CAM-File:
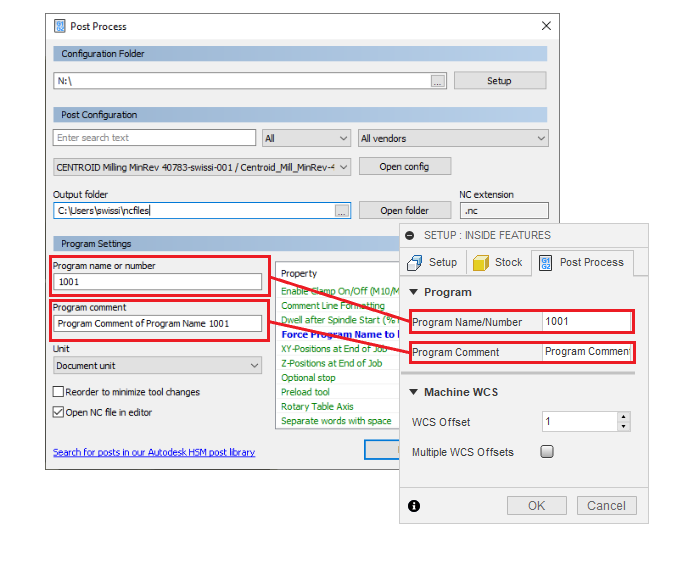
Fusion 360 does allow to modify the default values and a non-numeric Program Name/Number can be entered even when the Property: Enforce Numeric Program Name = Yes is set. In this case, the Post Processor will create an error log file with this message:
...
###############################################################################
Error: Program name must be a number. Change Properties to accept non-numeric Program Names
Error at line: 352
Failed while processing onOpen().
###############################################################################
...
Option Enforce Numeric Program Name
This is the default setting and the Post Processor will only accept a number between 1 - 99999 as the Program Name/Number, otherwise the Post Processor will not create a Job-File and will output an error log instead, similar to the one listed above. A successful output does look like this:
%
O01001
(1001)
(Program Comment of Program Name 1001)
(T1 D=4. CR=0. TAPER=90deg - ZMIN=-1. - spot drill - 4mm Spot Drill)
...
The Post Processor will write a block/line with the Program Number preceded by the letter “O”. This O-Program Number is accepted by CNC12 and provides some built-in functionality. This is the description of this functionality from Centroid’s CNC12 Operators Manual:
*Centroid's CNC12 Operators Manual*
Chapter 11.2.6 O — Program Number
The O program number allows you to identify your program with a certain number.
However, if the specified program number is 9100-9999, the G-codes from the
O number through the next M99 will be extracted (but not executed) and placed
in a separate subprogram/macro file named Oxxxx.cnc, where xxxx is the specified
program number. This separate file can later be called with M98 or G65.
Option NOT to Enforce Numeric Program Name
This option will allow a more descriptive, alpha-numeric Program Name. Be aware that usimg this option does not provide the O-Program Number functionality as described above. The output with a non-numeric Program Name does look like this:
%
(Non-Numeric Program Name)
(This is the Program Comment)
(T1 D=4. CR=0. TAPER=90deg - ZMIN=-1. - spot drill - 4mm Spot Drill)
...