Fusion 360 Milling Post Processor for Centroid
General Milling Post Processor for Centroid with additional Features
Project maintained by swissi2000 Hosted on GitHub Pages — Theme by mattgraham
Check Tool Offset
Description
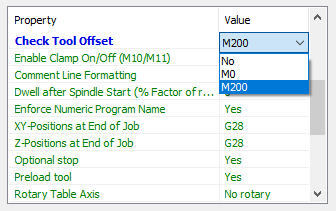
This Property allows to stop program execution after each tool offset command. This allows to verify if the correct tool offset has been applied.
There are two options available, a M0 stop or a M200 message. Both need to be confirmed with a Cycle Start for the job to continue. Also in both cases the block/line will be preceded by the Skip Command “/” which will allow these stops to be skipped by activating /Skips On in CNC12 (Run[F4]->/Skips On[F4]).
Implementation Details
Option M0
This option will add an M0 command after each Tool Offset move. If /Skips in CNC12 is not On, the job execution will stop to allow for the verification of the correct distanceand between tool tip and Z0-Point. Continuation needs to be confirmed with a Cycle Start.
The job file will look like this:
.
N60 G43 Z15. H4
/ N65 M0
(CHECK TOOL-HEIGHT-OFFSET)
.
Option M200
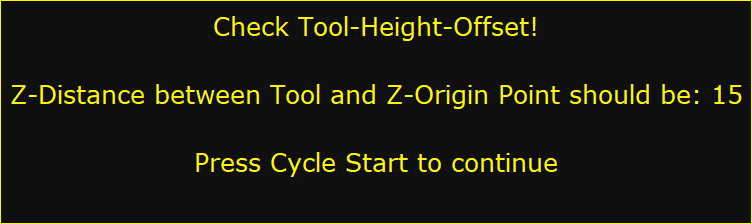
This option will add a M200 command that will display a message after each Tool Offset move. If /Skips in CNC12 is not On, the job execution will stop displaying a message to check for the correct Tool Offset. The message also contains the correct Z-Distance that Fusion 360 expects between the tool tip and the Z0-Point. Continuation needs to be confirmed with a Cycle Start.
The job file will look like this:
.
N60 G43 Z15. H4
/ N65 M200 "Check Tool-Height-Offset!\n\nZ-Distance between Tool and Z-Origin Point should be: 15\n\nPress Cycle Start to continue\n"
.
The diplayed message will look like this: