Fusion 360 Milling Post Processor for Centroid
General Milling Post Processor for Centroid with additional Features
Project maintained by swissi2000 Hosted on GitHub Pages — Theme by mattgraham
Add Command to Begin/End of Job
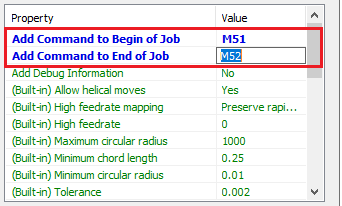
Description
This allows to add one M Command (CNC12 accepts only one M Command per block/line) or multiple G Commands.
Implementation Details
The text entered in this property field must start with a M or a G followed by a number. If this is not the case, the text will be added to the job file as a comment. So this property does allow to add a comment to the job file at the beginning and the end instead of a command.
If the entered text does start with a M or G followed by a number, the whole line will be written as a block/line to the job file without further syntax check. If the string does contain something CNC12 doesn’t like, CNC12 will stop the execution of the job file with an error message, so be careful that the command string is valid.
Use Cases
This feature does give a lot of flexibility of how to use it. These are just a couple of options:
Display a Message
Display a message on the monitor by adding
M200 "Ready to start the Job?\n\nPress Cycle Start to continue\nRESET to Cancel"
This provides additional machine protection by giving a chance to cancel the Job if Cycle Start has been pressed by accident.
Execute a Macro
There are several options to execute a Macro. An easy way is to use one of the available mfuncxx.mac files like mfunc51.mac and mfunc52.mac to execute multiple Commands. A simple M51 or M52 command can then be entered in the Property field to have the macro executed.
Another option is to use a M98 command to call a subprogramm/macro like this:
M98 "C:\cncm\ncfiles\begin.cnc"
M98 "C:\cncm\ncfiles\end.cnc"
In combination with the Property: Write CNC12 Info Variables, there are very creative ways to make use of this functionality. To get some ideas, look at the following example.
Usage Example
This example will display an Information Screen at the start of a job file and will record the Date, Time, Run-Time-Length as well as the Name and Version Number of the Fusion 360 CAM File the job was created with, to a log file. The log file does have the same name as the job but with a .log extension and will be in the same directory as the job file. Modify the scripts to your needs.
Set the following Properties in the Post Processor:
Property: Add Command to Begin of Job = M98 "C:\cncm\ncfiles\begin.cnc"
Property: Add Command to End of Job = M98 "C:\cncm\ncfiles\end.cnc"
Property: Write CNC12 Info Variables = Yes
Get the files begin.cnc and end.cnc from the Repository and copy them to the C:\cncm\ncfiles folder.
When running a job in CNC12 that was created with these Property settings, CNC12 will present an Info Message when the Cycle Start button is pressed:

The Info Message does give the following information:
- Fusion 360 CAM File Name
- Program Name
- Program Comment
- Setup Name
- Setup Notes if any where entered
- Origin Point (Part Zero) in relation to Stock Coordinates
- WCS
- List of Tools used in the Job (limited to first 10 Tools)
The log file 1001.log will look like this:
1001.log
Run Date: Sat May 11 10:05:34 2019
Based on CAM File: Lift Plate v10
Run Time: 0:06:15
Run Date: Sat May 18 11:30:59 2019
Based on CAM File: Lift Plate v11
Run Time: 0:04:23
Goto Property: Write CNC12 Info Variables for more details about what Fusion 360 information will be available in CNC12. Also check out the chapter Support for Manual NC Commands for more options to inject commands into a job file.