ProbeApp for Centroid CNC12
ProbeApp for Mill & Routers that integrates with Centroid CNC12
Project maintained by swissi2000 Hosted on GitHub Pages — Theme by mattgraham
Tool Offset Manager: Fix Z-Height Method
Description
This Method is for machines that have fixed Tool Holders and a constant distance between the Z-Home position and the machine table. The Reference Height will be set at the top of the Z-Axis at the Z-Home position and all Tool Height Offsets will be measured from the Z-Home Position to the point where the tool touches the Tool Touch Off Reference Surface.
The Reference Surface can be anywhere but it needs to be a position that never changes its Z-Height position and it needs to be the same position each time a new tool is being measured for tool height offset. The big benefit of this method is that it doesn’t require a Reference Tool as the Reference Height is fixed at the Z-Home position.
It is important for this method to work accurately that the Z-Home position has acceptable, repeatable position accuracy. If you are unsure how accurate the Z-Home positioning of the machine is, the Guided Setup does provide a test cycle that resets the Z-Home position multiple times and measures the distance between the Z-Home position and the Reference Surface and will display the maximum deviation between all measuring cycles.

The number of testing cycles that can be selected are between 3 and 10 times. If the accuracy of the Z-Home position is not good enough, the Fix Z-Height Method can’t be used and needs to be switched to the Reference Tool Method
Configuration Settings
The configuration page for the Fix Z-Height Method does offer the following settings:

CNC12 Configuration Settings
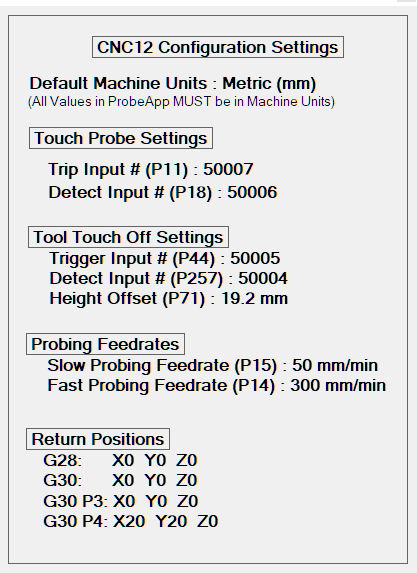
The right side of the Configuration page shows all the current CNC12 configuration settings related to Probing just for reference. The coordinates of the Return Positions G28, G30, G30 P3 and G30 P4 must be configured in CNC12 directly and can’t be configured in the ProbeApp (Setup[F1] -> Part[F1] -> WCS Table[F9] -> Return[F1])
CNC12 Parameter 3

For the Fix Z-Height Method, Parameter 3 will be set to 2 by default. There’s no need to change this unless you want to enable one of the other options provided by Parameter 3:
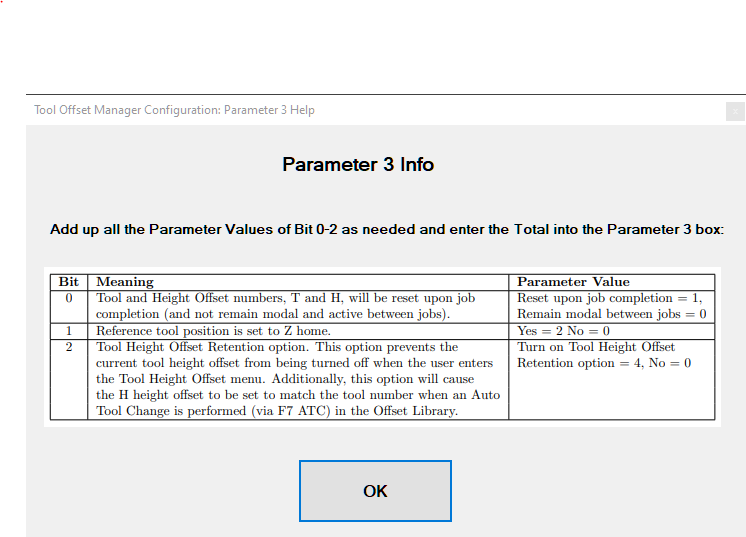
Note that the ProbeApp can’t change this parameter while CNC12 is running. You will get a message that you need to restart CNC12 for this Parameter to change. It’s also important to know that the setting of Parameter 3 does not have any impact as long as you only use the ProbeApp-Tool Offset Manager to measure the Tool Height Offsets. Only if you want to use the CNC12 built in functions to add Tool Height Offsets to the Tool Offset Library it is important that this Parameter is set correctly.
Tool Touch Off Location

Check this box if you want the machine to move to a fixed point to touch off a tool.
Possible Options that can be configured as the fixed touch off location are:
- G28
- G30
- G30 P3
- G30 P4
- G53 X_ Y_
Note that the currently in CNC12 configured return positions for G28, G30, G30 P3 and G30 P4 are displayed on the right side of the configuration screen. The default option is G30. Changes to these return positions must be done directly in CNC12 (Setup[F1] -> Part[F1] -> WCS Table[F9] -> Return[F1]).
It is also possible to configure the X and Y machine coordinates (MCS) with the G53 option directly in the ProbeApp.
Z Retract Position after Tool Touch Off

Configures the preferred retract position of the Z-Axis after the Tool Touch Off is completed.
Possible options are:
- G28
- G30
- G30 P3
- G30 P4
- G53 Z_
- Start Pos
See comments above about these options. An additional option here is to retract the Z-Axis to the Start Position, which is the position at which the Tool Touch Off Cycle was started. This can save time if you don’t want to retract Z all the way up after a Tool Touch Off but be careful when you combine this option with the option to move the X and Y axes to a certain position after the Tool Touch Off as you need to make sure you always have enough Z Clearance.
The default option is G28.
X and Y Return Positions after Tool Touch Off

Configures the preferred return positions of the X and Y-Axis after the Tool Touch Off is completed.
Possible options are:
- G28
- G30
- G30 P3
- G30 P4
- G53 X_ Y_
- No Move
- G0 X_ Y_
In addition to the G28, G30 and G53 return positions is the option to return to the current WCS Zero point with the G0 command.
The default option is No Move.
Probing Method Selection

This selection depends on the type of Tool Touch Off device being used. If the Tool Touch Off device has a spring loaded touch off plate, it is recommended to do a more aggressive fast probing move first followed by a slow accurate probing move.
If the Tool Touch Off device is a fixed metal plate it is recommended to skip the first fast probing move and run a slow probing move only to protect the tool.
Probing Speed Overwrite

These settings allow overwriting the default CNC12 slow and fast probing speeds just for the Tool Touch Off cycles. If these values are left at 0, the default CNC12 probing speeds are being used. The currently configured CNC12 probing speeds are listed on the right side of the configuration screen.
Return Option

The Tool Offset Manager main screen has a Return check box that will tell the ProbeApp to re-open after data has been saved or tools have been measured. This check box here in the configuration screen configures if the Return check box on the Tool Offset Manager main screen should be checked by default or not.
Special TP measurement

Measuring a Height Offset of a Touch Probe with a Tool Touch Off device can be problematic with some TT devices. Depending on the spring load of the TP and the TT it can be either device that is generating the trigger signal when the TP is touched off on the TT. With most probing devices this is not a problem as the axial pre-travel is negligable. However there are some TT devices like the popular, wireless DT02 that has a significant pre=travel distance that can’t be ignored.
The Special TP measurement selection offers two methods to handle those situations when the TT has significant pre-travel”
-
The Deduct TT-Pre-Travel Distance option allows to compensate for the TT’s pre-travel. Just measure how much the TT travels from the extended position to the point when the trigger signal is beeing generated and enter that distance into the input field. Any touch off with a TP on top of the TT will now be corrected with the Pre-Travel-Distance.
-
The Manual touch off at base of TT option will not touch off the TP on top of the TT and the user will be asked to touch off the TP on the surface the TT is standing on. The TT Height value will then be used to calculate the correct Height Offset. Note that the Height value needed here is not the height of the extended TT. This must be the Height from the point where the TT is generating the trigger signal to the base of the TT.
Button Functions

- Cancel: Will abort the setup process
- Guided Setup: Use to re-run the Guided Setup if machine information has changed
- Save Configuration: Saves the configuration settings and opens the Tool Offset Manager
Instructions Page
After the configuration settings are saved, an Instruction screen like this will be displayed:

Read this information carefully as the instructions are dynamically created based on the configuration settings. Pressing the OK button will close the Instructions page but the page can be re-opened anytime again with the Instructions button on the Tool Offset Manager main screen.
Tool Offset Library Manager
A typical Tool Offset Library Manager main screen for the Fix Z-Height Method looks like this:

Feature List
1) Reference Height Method
Indicates which Reference Height Method is currently active
2) Not matching Tool Diameter
All values that are highlighted with red numbers on yellow background need attention. In this case, the Tool Diameter currently stored in the CNC12 Tool Library does not match the Tool Diameter of this tool listed in the currently open job file and is being highlighted as a warning (see 4) about how Tool Information of the currently open Job File is imported into the Tool Offset Manager).
3) Missing Tool Height Offset
Tool T2 is needed in the currently open job file but does not have a Tool Height Offset recorded in the CNC12 Tool Offset Library and is being highlighted as a warning that this tool needs to be measured and added to the tool offset library before it can be used correctly in the job file execution.
4) Tool Information from the currently open Job File
When the Tool Offset Manager starts up, the ProbeApp is reading the currently open job file and imports the tool information if the Post Processor that created the job file has placed that information at the beginning comment section of the job file. The Tool number must be in the form of T1, T01 or T001 and the Diameter in the form of D=2.25. Here’s an example how Fusion 360 inserts such Tool Information at the start of a job file as comment:
(T2 D=8. ZMIN=-6. - flat end mill - 8mm Flat Endmill)
(T4 D=50. ZMIN=-1. - face mill - 50mm Face Mill - Super Fly)
5) Manual Tool Positioning
If tools are measured with a Tool Touch Off device at a fixed location, some tools that have a large diameter or are oddly shaped can’t be measured automatically and need to be positioned manually above the Tool Touch Off device before they can be measured.
If this checkbox is being checked for a tool, the tool touch off probing cycle will pause above the Tool Touch Off device with the message to manually position the tool. After the tool has been positioned properly, pressing the Cycle Start button will resume the touch off process.
This checkbox also works for machines that don’t use the Tool Offset library for Tool Height Offsets and are using the ProbeApp-Tool Setter instead to touch off each tool with a fixed Tool Touch Off device.
6) Measure Button
Press the Measure Button to measure the Tool Height Offset of that tool and add it to the CNC12 Tool Offset Library. After the Measure button has been pressed, the ProbeApp will close and give control to CNC12. Press the Cycle Start button to execute the Tool Touch Off cycle.
If the Return checkbox was checked (see 11) for more information about the Return function), the Tool Offset Library Manager will open again and show the measured Tool Height Offset and allows for more tools to be measured. If the Return checkbox was not checked, the Tool Offset Library Manager will not reopen and the job file will continue if the ProbeApp was started from a running job or otherwise just return to CNC12.
7) Touch Probe
If a system has a configured Touch Probe, it will be highlighted with a green background and the Tool Info column will mark it as the Touch Probe and does also list the Input number the Touch Probe is connected to.
8) Diameter and Height Offset Numbers
It is important to understand that the Diameter Offset number (D#) and the Height Offset number (H#) are not the same as the actual Diameter value (D=5.5) or Height Offset Value (H=-10.51). The CNC12 Tool Library stores the Tool # and for each tool it holds the D# and H# that are associated with that tool. By default, the T#, D# and H# all match, which means that T1 has D1 and H1 assigned. The actual Diameter and Height Offset values for D1 and H1 are stored in a separate table, the Tool Geometry Offset Library.

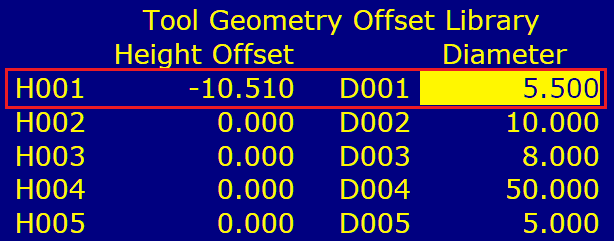
The CNC12 Tool Library allows to assign any D# or H# to any tool. This can severely complicate things if you start to mess with these assignments as you cannot just assume that T1 has D1 and H1 assigned as it could be any number in the valid range of 1 - 200.
If any D# or H# in the CNC12 Tool Library does not match the T#, the Tool Offset Library Manager will highlight that D# or H# with red font on yellow background to bring that to your attention.
Note that the ProbeApp-Tool Offset Library Manager doesn’t allow you to change D# and H# to T# assignments. Such re-assignments must be completed in the CNC12 Tool Library directly.
9) Configuration Button
When the Tool Offsetter is being launched for the first time, the Guided Setup will automatically start to generate the initial setup and configure everything according to the answers given. The Configuration Button allows reopening the configuration screen to customize settings.
If additional Probing Devices have been added to a machine or the tool holding method has changed, it is recommended to run the Guided Setup again which is accessible from the Configuration screen.
10) Instructions
Press the Instructions Button anytime to reopen the Instructions screen that holds information specific to the current configuration.
11) Return Function
If the Return checkbox is checked, the Tool Offset Library Manager will reopen after the ProbeApp has closed to save data in CNC12 or to execute a Tool Touch Off cycle. Use the Configuration settings to configure if the Return checkbox is always checked by default or not.
12) EXIT/SAVE Button
The status of this button will change between EXIT and SAVE depending if there’s information that needs to be saved in CNC12. If this button is highlighted in bright green and displays SAVE, there is information that has changed and updates in CNC12 need to be done. Pressing the SAVE Button will close the ProbeApp and the Cycle Start button needs to be pressed to update information in CNC12.
If this button shows SAVE and a Tool Height Offset measurement is started with the Measure Button, the Measure cycle will take care of saving the pending updates in CNC12 automatically.